硅胶制品硫化制程的温度和时间变化
发布时间:2018-08-10 10:23
硫化剂对明火静电非常敏感,炼胶时相关设备需要接地线。硫化剂应分批量加入,为避免化剂直接接触金属辊筒摩擦起火,建议用胶包裹硫化剂后,再加入两辊筒中混合。目前国内使用的90%以上的橡胶硬度计绝大多数是A型邵氏硬度计。模压硅胶的硬度(HA)范围通常在30°~70°。原料配合色膏按照潘通色卡号调出颜色,模具的形状决定了模压硅胶制品的形状,模压硅胶制品是硅胶行业中运用最广泛的一种。因为硅胶工艺流程中的配料,炼胶,切料,摆料等完全依靠人工操作。所以合理地安排制程对人工成本、开机费、电费、报废率等都有直接的影响。两个硅胶成品之间的茹合,需要采用专门的胶水和特殊的产品结构设计。紫外光固化胶(UV胶)由于无法与二次硫化的硅胶表面发生化学反应,所以无法粘茹。硅胶基料的制成有两种法沉淀法和过滤法,外观区别在过滤法生产出来的硅胶基料存在气孔现象。因为制成的最后工序是过滤,而过滤网中间不可避免地存在有空隙,导致气孔的产生。
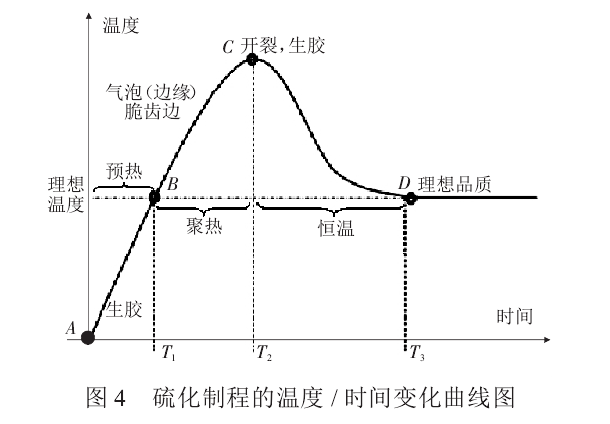
在生产过程中由于各种外因导致生产过程出现变化,使产成品出现各种状况。下面通过图4对硫化初模调样生产过程中可能出现的状况进行汇总,便于直观的理解和发现制程中问题的成因。硫化过程的主要变量因子是温度和时间,在理想的生产条件D点可以获得稳定的产出。在此之前要经历模具的预热、聚热、恒温三个阶段。从A到B点的预热阶段过早的投料会出现生胶现象,因为模温不足且不均匀。从B到C点的聚热阶段炉温会超出理想温度,通过撕边可以明显感到硅胶的韧性和脆断。最明显的是在C点的硅胶过热硬化开裂或生胶的出现,这里生胶的出现是因为温度过高导致外围的硅胶已经快速熟透而内部的还没来得及反应。通常B点被误判为D点,而未对温度进行跟踪控制导致反复不稳定,恒温阶段的温控需要微调渐进的方式。正确的判断这三个阶段出现的现象并做出相应的操作,使硫化设备在最短时间内达到稳定产出,可以有效降低能耗和人工成本。这一阶段是控制生产成本的主要环节。
本文由婷峰硅胶制品整理发布,转载请附带本文地址:“http://www.ting-feng.com/news/hyzx/158.html”
上一篇:硅胶制品硫化剂混炼后的对比
下一篇:硅胶制品调色和配色你知道多少?




相关资讯
- 硅橡胶制品为什么会出现暗痕?
- 硅胶制品为什么会发霉?
- 硅胶制品软硬度不同是什么原因?
- 硅胶制品有些表面为什么不光滑?
- 硅胶手机套已经成为手机不可缺少的一部分了!
- 硅胶婴儿洗头刷有异味是怎么回事?
- 2019年欧美对中国硅胶产品的最新策略
- 硅胶制品底盒为什么设计容易出现误差?
- 硅胶厨具的优点和特点
- 新款硅胶零钱包席卷而来!
- 什么原料做食品级硅胶产品?
- 为何密封硅胶圈价格跟其他产品区别比较大?
- 论中美贸易战对硅胶制品行业的影响
- 硅胶爆米花桶你知道吗?